
Phone: +86-133 5263 6504
Phone: +86-133 5263 6504
Blog
Encapsulation Considerations
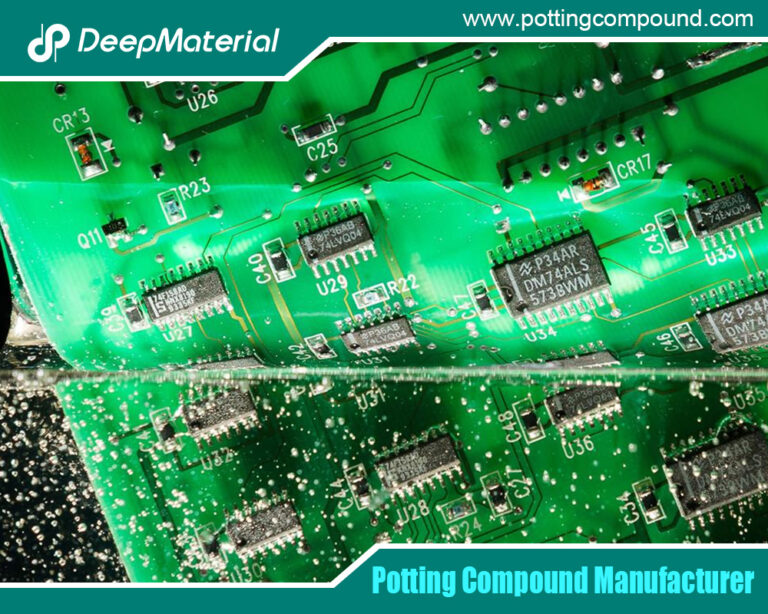
If the potting material contains air inclusions or ‘voids’, then it may not be such an effective method of protection. Voids can reduce the insulation effectiveness by allowing internal arc-over or surface tracking and, of course, will reduce the thermal conductivity. Also, an inclusion could create mechanical stresses such as cracking due to very high or low air pressures or expansion/contraction of air in the void with temperature.
There are several techniques that can be used to eliminate significant air inclusions in the potting compound, the most effective being vacuum mixing and dispensing. The potting compound is prepared and mixed under a vacuum which causes any air bubbles to rise to the surface. It is then pumped into dispensing syringes via a pressurized system that does not allow air to re-enter into the compound. Some products, we use the potting as part of their approved safety isolation barrier and safety agencies require that the penetration of potting compound and void-free performance must be controlled in production. This is guaranteed by the vacuum impregnation process along with periodic monitoring by ‘sectioning’ or X-ray.
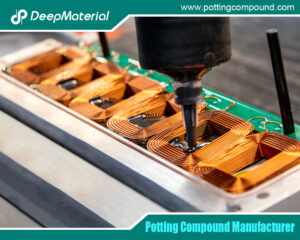
However, the majority of our products are not potted under a vacuum as this speeds up the production capacity greatly, important when you are manufacturing more than one million products each month. DeepMaterial can still avoid air bubbles in the potting compound by using other techniques, which in combination, can eliminate almost all included voids. The first of these is the correct potting process; firstly, the case is partly filled with the potting compound, then the pre-tested and assembled PCB is inserted into the case and the case filled almost to the top. The partly-completed converter is then placed in a resting oven which is warm, but held below the curing temperature of the compound. The potting compound becomes very liquid at the warm temperature and any trapped air bubbles rise to the surface and, if necessary, the case can be placed on a shaker table to encourage the bubbles to rise. Finally, the converter case is filled completely and transferred to a curing oven at a higher temperature.
Two-component epoxy potting material is hydroscopic – it will absorb moisture from the air leading to a mottled surface appearance called “amine bloom”, so it is important to use fresh chemical compounds that have been stored in a low-humidity, temperature-controlled environment. Also, the PCB itself should be clean and free from residue. As DeepMaterial has its own SMD production lines, we can control the cleanliness, humidity and temperature in our production area closely. A clean, bare-board converter will allow the potting compound to adhere well to the components and PCB to reduce air inclusions.
Finally, we can use X-ray inspection to check the converters for voids. For new designs, some air bubbles can be unexpectedly trapped under components or under the PCB and be difficult to remove. In this case, we can use the results of the X-ray inspection to either reposition the components or to add strategic holes in the PCB to allow trapped air to escape during the potting process.
Factors affecting the choice of potting compound
All potting compounds shrink when they transition from the liquid to the solid state. The amount of shrinkage is small for most of the common compounds used for potting electronics, but any shrinkage places mechanical stress on the components or can open up microscopic cracks or gaps that allow the ingress of liquids or gasses. The solution is to use potting compounds that are not too hard, but retain some softness once fully cured. The mechanical stress caused by the shrinkage is then dissipated by the elastomeric (“rubbery-ness”) property of the potting compound, and the seals to the case, pins and components remain tight. Further, the potting compound should also have a low CTE (Coefficient of Thermal Expansion) so that the effects of thermal cycling do not cause mechanical stress on the components or PCB, which may have a different CTE. A certain softness in the cured potting material also mitigates against such thermally-induced mechanical stresses.
Recent Posts
- Conformal Coating vs. Potting: What’s the Difference for Your PCB?
- Common Mistakes to Avoid When Applying Conformal Coating
- How Does Potting and Encapsulation Protect Electronic Components?
- How to Prevent Voids in Circuit Board Potting: A Comprehensive Guide to Reliable Encapsulation
- How to Choose the Right Potting Material for Your PCB
- Basic Knowledge, Methods and Materials about Electronic Encapsulation
- Electronic Encapsulation Technology to Enhance the Durability of Automotive Electronics
- The Unsung Guardian: Why Silicone Potting Compound is Widely Used in the Electronics Industry
- The Development Trend and Future Prospects of Electrical Potting Compound in the Glue Industry
- The Conformal Coating for PCB Market Has Entered an Explosive Period: Key Drivers and Reports Detailed
Tags
Acrylic Conformal Coating
acrylic vs silicone conformal coating
Automotive potting material manufacturers
Benefits of Potting Electronics
Ceramic Potting Compound
Ceramic Potting Compound Manufacturer
china electronic potting silicone manufacturer
china electronic potting silicone supplier
circuit board potting
circuit board potting compound
conformal coating electronics
conformal coating for electronics
conformal coating for pcb
conformal coating for pcb standards
conformal coating material
conformal coating pcb
conformal coating process
conformal coating silicone
conformal coating spray
conformal coating waterproof
Connector Potting Compound
custom automated electronics potting
deepmaterial potting compound
electrical potting compound
electronic epoxy encapsulant potting compounds
electronic potting compound
epoxy potting compound
Flexible Potting Compound
Industrial Conformal Coating
LED Potting Compound
pcb conformal coating
PCB Potting Compound
polyurethane potting compound
potting compound for electronics
potting compound for pcb
potting compound vs epoxy
potting material for electronic components
potting material for electronics
Silicone Potting Compound
silicone potting compound for electronics
Urethane Conformal Coating
UV Cure Conformal Coating
UV Cure Potting Compound
UV curing potting compound
waterproof potting compound
Related Posts

Common Mistakes to Avoid When Applying Conformal Coating
February 13, 2026
How Does Potting and Encapsulation Protect Electronic Components?
February 5, 2026

How to Choose the Right Potting Material for Your PCB
January 22, 2026
